300×400数控激光切割机XY工作台部件及单片机控制系统的综合设计
引言
300×400数控激光切割机作为一款适用于中小尺寸、高精度加工需求的设备,其核心性能很大程度上取决于XY工作台的运动精度、稳定性以及控制系统的智能化水平。本文将围绕该型号激光切割机的XY工作台机械部件设计与基于单片机的控制系统设计进行详细阐述,并说明配套全套CAD图纸在实现设计过程中的关键作用。
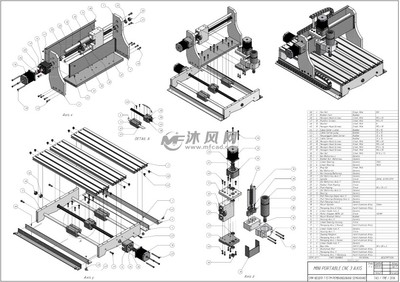
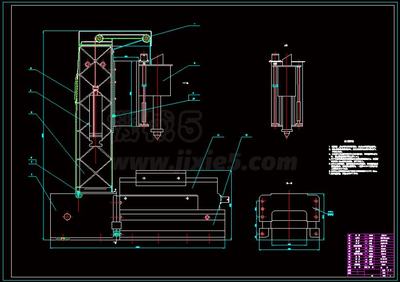
一、 XY工作台机械部件设计
XY工作台是承载并精确定位被加工工件的核心部件,其设计直接关系到切割的精度、速度与整体刚性。
- 结构设计与材料选择:
- 工作台面尺寸为300mm(X轴)×400mm(Y轴),采用龙门式或悬臂式结构,以确保良好的刚性和运动空间。基座与横梁通常选用高强度铸铁或焊接钢结构,经过时效处理以消除内应力,保证长期稳定性。
- 导轨副采用高精度直线滚珠导轨或线性滑轨,具有摩擦系数小、运动平稳、精度高、寿命长的特点,是实现高速高精运动的基础。
- 传动系统采用精密滚珠丝杠副搭配伺服电机或步进电机,将电机的旋转运动精确转换为工作台的直线运动。丝杠需进行预紧以消除反向间隙。
- 关键零部件:
- 工作台面板:通常采用蜂窝状或网格状铝合金板,兼顾轻量化与刚性,并设有通用夹具安装孔。
- 拖链:用于规整和保护X、Y轴向移动时跟随运动的电缆、气管,保证运行安全与整洁。
- 光栅尺或编码器(作为可选高精度反馈元件):用于实现全闭环控制,直接检测工作台实际位置,补偿机械传动误差,将定位精度提升至微米级。
3. CAD图纸的全套性价值:
一套完整的CAD图纸(通常包含总装图、部件装配图、所有非标零件工程图)是设计、加工、装配和后期维护的权威依据。它能清晰表达各零件的结构、尺寸、公差、材料、热处理及表面处理要求,确保所有机械部件能够精确制造并协同工作。
二、 单片机控制系统设计
控制系统是激光切割机的“大脑”,负责接收指令、驱动电机、控制激光器并与用户交互。基于单片机的方案具有成本低、可靠性高、开发灵活的优点。
1. 控制系统架构:
采用“上位机(PC或触摸屏HMI)+下位机(核心单片机)”的主从结构。上位机负责图形处理、轨迹规划、人机交互;下位机单片机负责接收运动指令、执行实时插补运算、输出电机控制脉冲及方向信号,并处理I/O(如限位开关、激光启停、气体控制)。
- 核心单片机选型与功能:
- 选型:可选用高性能的32位ARM Cortex-M系列单片机(如STM32系列),其主频高、计算能力强,能轻松处理两轴联动插补(直线、圆弧)算法。
- 核心功能模块:
- 脉冲生成单元:通过定时器产生精确的脉冲序列(PPM/PWM),控制步进或伺服电机的转速与转角。
- 插补算法:在单片机内实现数字增量插补(如DDA法)或数据采样插补,将连续的加工路径分解为X、Y轴协调的微小步进指令。
- I/O管理:读取各轴正负限位、原点传感器信号,实现安全保护与回零操作;控制激光器的功率、出光时间以及辅助气体(如氧气、氮气)的电磁阀。
- 通信接口:通过UART、USB或以太网接收上位机发送的G代码指令,并反馈状态信息。
3. 控制流程:
系统上电后,单片机首先执行各轴回机械原点操作。随后进入待命状态,解析从上位机传输的G代码程序,进行速度规划、插补计算,实时输出两轴控制脉冲,同时监控所有传感器状态。遇到限位或急停信号时立即中断脉冲输出,确保安全。
三、 机电一体化整合与调试
机械部件与控制系统的完美结合是实现设计目标的关键。
- 整合要点:
- 根据机械传动比(丝杠导程)、电机步距角及细分设置,在单片机软件中准确设置“脉冲当量”(即每个脉冲对应工作台的实际移动距离,通常为0.001-0.01mm)。
- 合理设计控制柜布局,将单片机主板、电机驱动器、电源、开关等集成,并做好电磁屏蔽,防止干扰。
- 通过CAD图纸预先规划所有传感器、执行元件的安装位置与走线路径,确保安装无误。
- 调试流程:
- 空载调试:不安装激光器,手动与低速自动运行工作台,检查运动是否平稳、有无异响、限位功能是否正常。
- 精度检验:使用激光干涉仪或高精度量块,检验工作台的全行程定位精度、重复定位精度以及XY轴的垂直度。根据反馈数据,可在软件中进行反向间隙补偿、螺距误差补偿。
- 联动与切割测试:加载简单图形进行空运行轨迹验证,然后进行实际切割测试,根据切割质量(切缝宽度、垂直度、挂渣情况)微调激光功率、速度、焦点位置等工艺参数。
结论
设计一台高性能的300×400数控激光切割机,是一项集精密机械设计、单片机控制技术、软件工程及工艺研究于一体的综合性任务。XY工作台的精密机械结构为高精度运动提供了物理基础,而基于单片机的智能控制系统则为实现复杂轨迹和工艺控制提供了灵活、可靠的大脑。全套详细的CAD图纸则是贯穿设计、制造与装配全过程、确保各环节准确无误的蓝图。二者紧密结合,并通过严谨的调试与优化,最终才能制造出一台切割精度高、运行稳定、操作便捷的数控激光切割设备。
如若转载,请注明出处:http://www.sdjgqgj.com/product/82.html
更新时间:2026-06-19 11:44:37